适用注塑机的增材制造零件
一胜百工程产品
选用一胜百出品的工程产品,客户无需进行重大额外的处理,即可在加工、制造或装配中使用完工或接近完工的钢制零件。
一胜百有效运用增材制造工艺,生产适用注塑加工的工程产品。
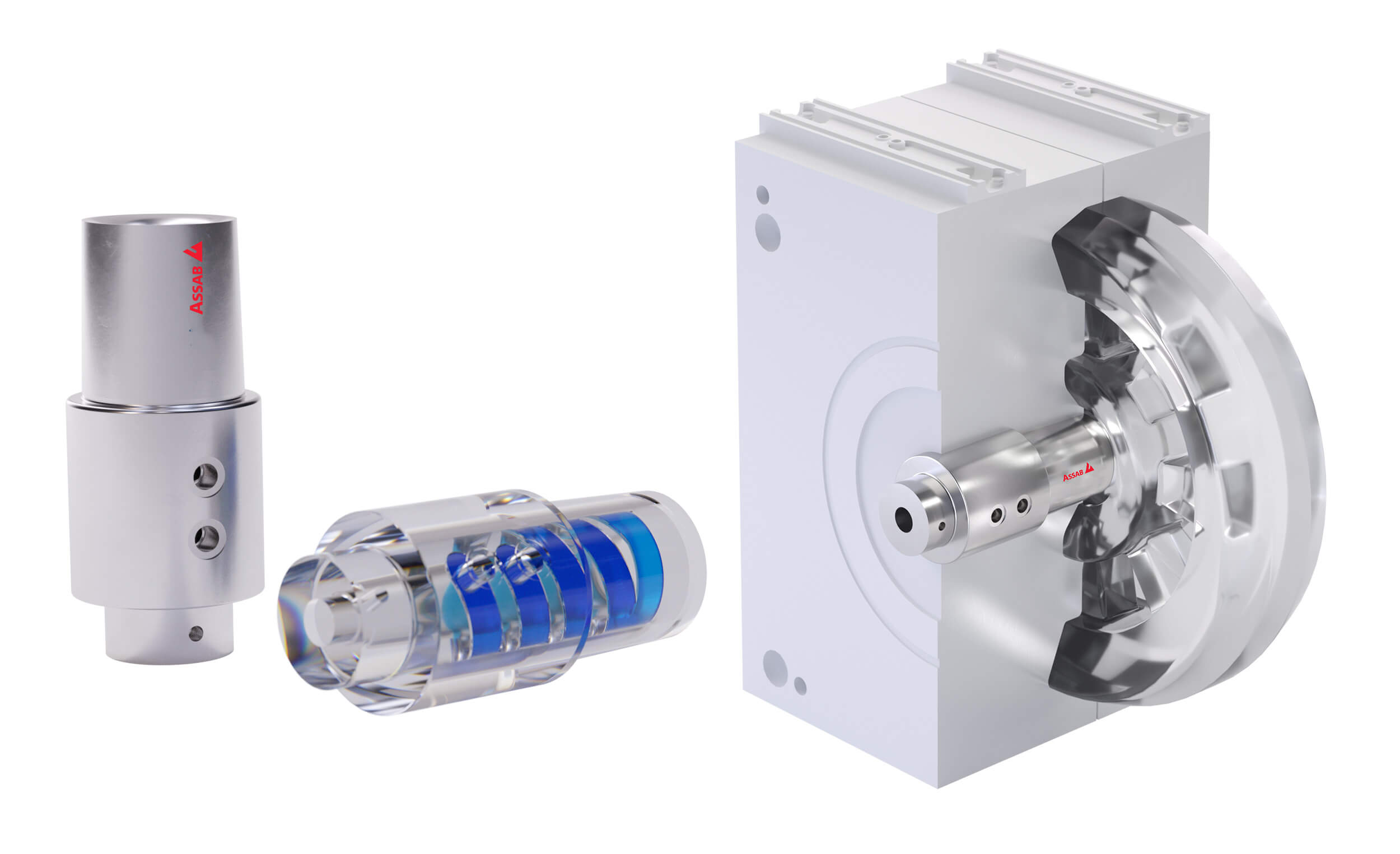
1) 浇道套、热流道浇口嵌件和隧道/牛角浇口嵌件
浇道有助于将熔融塑料从注塑机的喷嘴导进模腔,即通过浇道套,连通浇口与喷嘴。即使在高温下,熔融塑料也能平稳无缝地流入模具型腔,且无任何泄漏。一胜百可定制浇道套,采用随形冷却设计,实现熔融塑料的有效流动。
热流道系统是将熔融塑料材料导流进模腔的一组导管或通道。它由热流道嵌件组成,可保持塑材的温度与粘度。热流道系统会导致模具浇口处升温,如果浇口处未充分冷却,可能产生缺陷或表面质量问题,而通过改变周期或增加报废率的补救措施,成本相当高。一胜百采用保形设计,来解决这些问题。
注塑成型过程中,隧道式和牛角式浇口可调节熔融塑料的流动,并决定塑料进入模腔的位置。浇口须精准设计,以确保熔融塑料平稳流动,均匀填充模腔,避免产生气穴或空隙。一胜百可定制浇口插件,提供所需的浇口形状与尺寸,优化熔融塑料的流动,获得更好的效果。
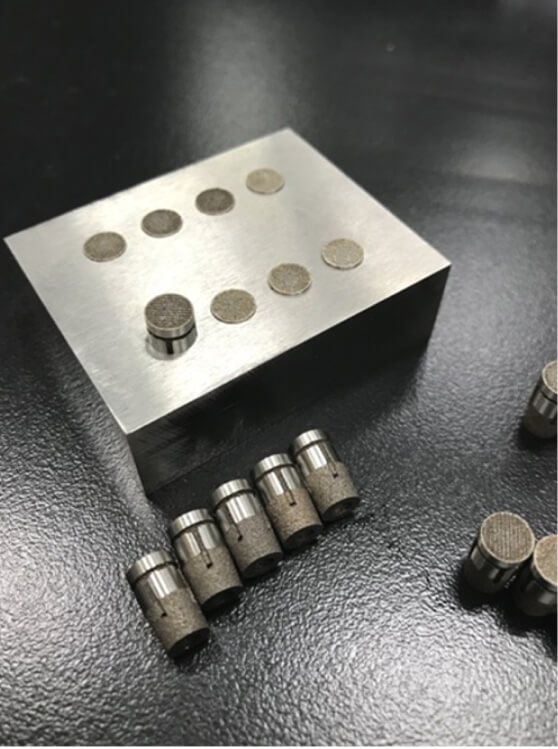
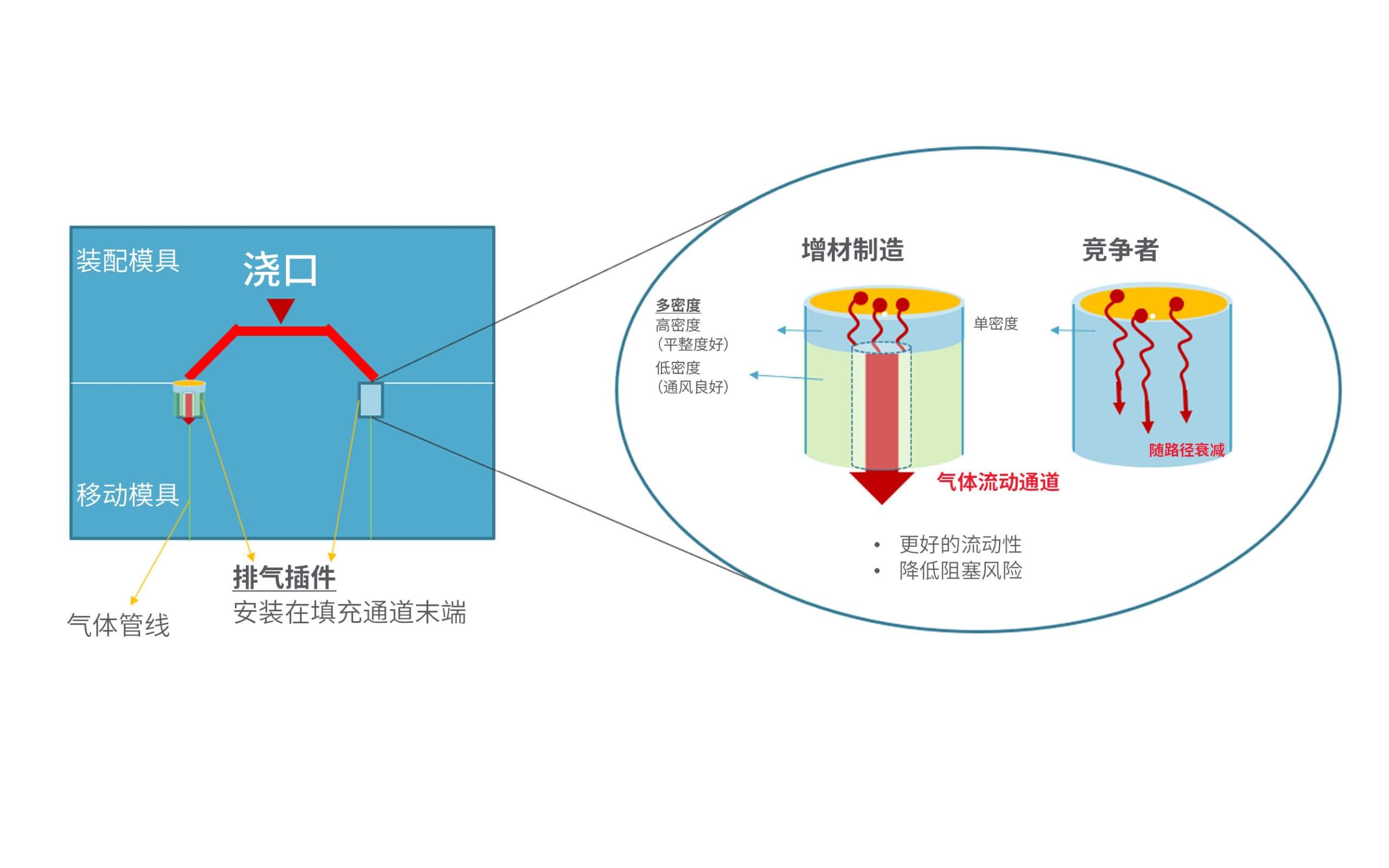
2) 排气插件
排气对于注塑加工零件的产品质量的影响,至关重要。在加工过程中,模具内的气体需及时排出,否则会被压缩困于型腔中。如滞留的空气过热或承受熔体压力,可能会点燃氧气,导致塑料成品部件燃烧、出现光斑与应力裂纹,这通常被称为“柴油效应”(烧焦)。此外,通风不良叠加“柴油效应”会导致模具分型线磨损,注塑零件出现多余的塑料,即溢料。降低注射速度有助于空气从通风口排出,但这可能会带来其他问题,如充填不足,即在模具完全填满之前,塑料开始硬化。在较低温度下,熔体粘度增加,导致零件不能完全成型。一胜百的增材制造工艺能帮您解决这些问题。
点击>> 用于高压压铸的一胜百工程产品